Low-alloy steels Manwal nga electrode E8018-C4 Mod weld fabrication data






KEMIKAL NGA COMPONET:
| HALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T MGA LAGDA | 0.10 | 1.25 | 0.80 | - | 1.10-2.00 | - | 0.03 | 0.03 |
| MGA LAGDA SA AWS | 0.10 | 1.25 | 0.80 | - | 1.10-2.00 | - | 0.03 | 0.03 |
| Ehemplo nga BILI | 0.08 | 1.05 | 0.4 | 0.03 | 1.45 | 0.06 | 0.012 | 0.006 |
MEKANIKAL NGA PROPERTY:
| PROPERTY | KUSOG SA ANI(MPa) | PAGPAPADAYON NGA KUSOG(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | Pagtambal sa init°Cxh | |||||
| GB/T MGA LAGDA | 460 | 550 | 27/-50 | 17 | 620*1 | |||||
| MGA LAGDA SA AWS | 460 | 550 | 27/-50 | 19 | 620*1 | |||||
| Ehemplo nga BILI | 485 | 595 | 110/-50 | 25 | 620*1 | |||||
| Ehemplo nga BILI | 490 | 602 | 108/-50 | 25 | AW | |||||
GIREKOMENDADONG MGA PARAMETER SA WELDING:
| DIAMETERS ESPESPIKASYON(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||
| KURYENTE (Amp) | H/W | 80-110 | 100-130 | 130-180 | 170-210 | |||
| O/W | 60-100 | 80-120 | 120-160 | - | ||||
Iron powder ubos nga hydrogen type kamot electrode.
Tungod sa pagdugang sa puthaw nga pulbos, ang pagkatunaw nga kahusayan mas taas, ang epekto sa pagtunaw sa metal sa -50 ℃.


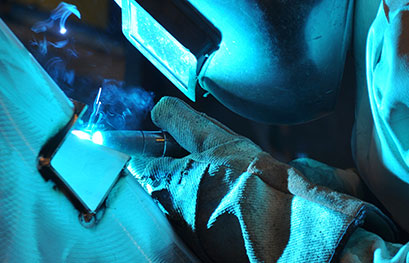
Lig-on nga arko, dili kaayo splash, maayo nga pagporma, dali nga pagtangtang sa slag, maayo kaayo ang pasundayag sa X-Ray.











-
400,000 ka toneladang ore carrier
-
Haiyang Nuclear Power Plant
Sino-russian nga Sidlakang Front

KEMIKAL NGA COMPONET:
| HALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S |
| GB/T MGA LAGDA | 0.10 | 1.25 | 0.80 | - | 1.10-2.00 | - | 0.03 | 0.03 |
| MGA LAGDA SA AWS | 0.10 | 1.25 | 0.80 | - | 1.10-2.00 | - | 0.03 | 0.03 |
| Ehemplo nga BILI | 0.08 | 1.05 | 0.4 | 0.03 | 1.45 | 0.06 | 0.012 | 0.006 |
MEKANIKAL NGA PROPERTY:
| PROPERTY | KUSOG SA ANI(MPa) | PAGPAPADAYON NGA KUSOG(MPa) | IMAPACT VALUE J/℃ | ELONGATION(%) | Pagtambal sa init°Cxh | |||||
| GB/T MGA LAGDA | 460 | 550 | 27/-50 | 17 | 620*1 | |||||
| MGA LAGDA SA AWS | 460 | 550 | 27/-50 | 19 | 620*1 | |||||
| Ehemplo nga BILI | 485 | 595 | 110/-50 | 25 | 620*1 | |||||
| Ehemplo nga BILI | 490 | 602 | 108/-50 | 25 | AW | |||||
GIREKOMENDADONG MGA PARAMETER SA WELDING:
| DIAMETERS ESPESPIKASYON(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | ||||
| KURYENTE (Amp) | H/W | 80-110 | 100-130 | 130-180 | 170-210 | |||
| O/W | 60-100 | 80-120 | 120-160 | - | ||||
-

AWS E8015-G Low-alloy steels Solid wire Welding...
-

Ubos-alloy steels Flux cored wire E81T1-Ni1C wel...
-

Ubos-alloy steels Flux cored wire E81T1-B2C Weld...
-

Ubos-alloy steels Manwal electrode E8018-C3 Gibaligya...
-

Ubos-alloy steels Flux cored wire E81T1-B6C Weld...
-

Ubos-alloy steels Manwal electrode E8016-B2 meta...






Isulat ang imong mensahe dinhi ug ipadala kini kanamo