Taas nga Carbon steels Manwal nga electrode E7018-1 Mga butang nga selyo




Angayan PARA SA WELDING SA CARBON STEEL UG LOW ALLOY STEEL, INGON SA KASUNOD NGA KUSOG SA Nuclear power engineering, BUILDING, BRIDGE UG uban pang STRUCTURES, SAMA SA Q345.
Ang sumbanan nga among nahimamat: GB/T5117 E5018-1, AWS A5.1 E7018-1 & A5.1M E4918-1, ISO2560-A:E 42 5 B 3 2 H5, ISO 2560-B: E4918-1 A.

Unsa ang
mga kinaiya?
●Iron powder ubos nga hydrogen type nga electrode sa kamot, taas nga welding efficiency, stable arc.
●Nindot nga pagporma, corrugations, gamay nga splash, dali nga de-slagging, maayo nga pagsukol sa sunog sa panit sa droga, maayo nga pagsukol sa stomata.
●Lig-on nga mekanikal nga mga kabtangan.
●Maayo nga plasticity ug ubos nga temperatura nga epekto sa kalig-on.
Parameter sa Produkto
KEMIKAL NGA COMPONET:
| HALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | V |
| GB/T MGA LAGDA | 0.15 | 1.60 | 0.90 | 0.20 | 0.30 | 0.30 | 0.035 | 0.035 | 0.08 |
| MGA LAGDA SA AWS | 0.15 | 1.60 | 0.75 | 0.20 | 0.30 | 0.30 | 0.035 | 0.035 | 0.08 |
| Ehemplo nga BILI | 0.065 | 1.40 | 0.45 | 0.03 | 0.01 | 0.006 | 0.011 | 0.007 | 0.01 |
MEKANIKAL NGA PROPERTY:
| PROPERTY | KUSOG SA ANI(MPa) | PAGPAPADAYON NGA KUSOG(MPa) | HEATTREAMENT℃xh | IMAPACT VALUE J/℃ | ELONGATION(%) | ||||
| GB/T MGA LAGDA | 400 | 490 | AW | 27/-45 | 20 | ||||
| MGA LAGDA SA AWS | 400 | 490 | AW | 27/-45 | 22 | ||||
| Ehemplo nga BILI | 490 | 590 | AW | 128/-45 | 28 | ||||
GIREKOMENDADONG MGA PARAMETER SA WELDING:
| DIAMETERS ESPESPIKASYON(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | |||||
| KURYENTE (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | ||||
| O/W | 50-80 | 90-120 | 130-160 | - | |||||
Tan-awa ang dalan
kami nagbiyahe
●Transportasyon sa motor

●Pagpadala

Tan-awa
among warenouse


Ang mga proyekto
apil mi
●Shaanxi Pucheng -50 ℃ propane spherical tank nga proyekto
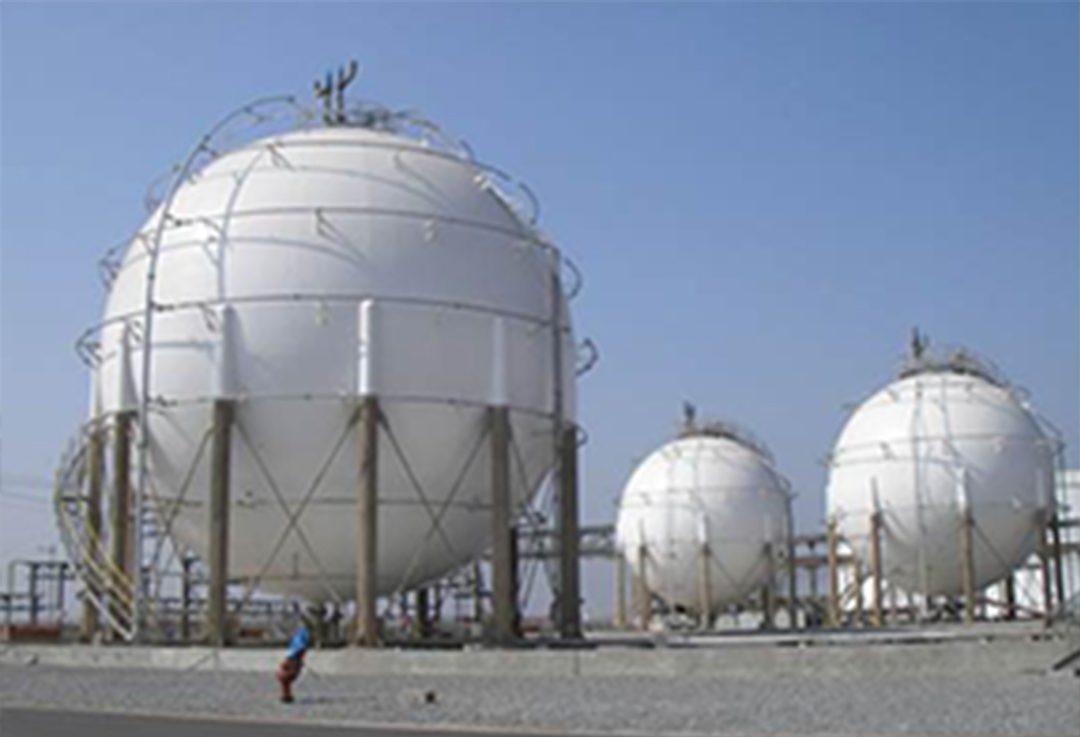
●Mga materyales sa welding alang sa mga botelya sa LNG nga sakyanan

Atong mga produkto
ngadto sa kalibutan

KEMIKAL NGA COMPONET:
| HALOY(wt%) | C | Mn | Si | Cr | Ni | Mo | P | S | V |
| GB/T MGA LAGDA | 0.15 | 1.60 | 0.90 | 0.20 | 0.30 | 0.30 | 0.035 | 0.035 | 0.08 |
| MGA LAGDA SA AWS | 0.15 | 1.60 | 0.75 | 0.20 | 0.30 | 0.30 | 0.035 | 0.035 | 0.08 |
| Ehemplo nga BILI | 0.065 | 1.40 | 0.45 | 0.03 | 0.01 | 0.006 | 0.011 | 0.007 | 0.01 |
MEKANIKAL NGA PROPERTY:
| PROPERTY | KUSOG SA ANI(MPa) | PAGPAPADAYON NGA KUSOG(MPa) | HEATTREAMENT℃xh | IMAPACT VALUE J/℃ | ELONGATION(%) | ||||
| GB/T MGA LAGDA | 400 | 490 | AW | 27/-45 | 20 | ||||
| MGA LAGDA SA AWS | 400 | 490 | AW | 27/-45 | 22 | ||||
| Ehemplo nga BILI | 490 | 590 | AW | 128/-45 | 28 | ||||
GIREKOMENDADONG MGA PARAMETER SA WELDING:
| DIAMETERS ESPESPIKASYON(mm) | 2.6*350 | 3.2*350 | 4.0*400 | 5.0*400 | |||||
| KURYENTE (Amp) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | ||||
| O/W | 50-80 | 90-120 | 130-160 | - | |||||
-

Ubos nga Carbon steels welding E6013 koneksyon
-

Taas nga Carbon steels Metal powder welding wire E7...
-
Taas nga Carbon steels Flux cored wire E70T-1C weld ...
-

Taas nga Carbon steels MIG ER80S-G Seal jointing
-

Taas nga Carbon Steels Welding E9015-G consumable f...
-

Taas nga Carbon steels Manwal nga elektrod E12018-G Busa...





